
|
QINGDAO XICHENG FOUNDRY MACHINERY CO.,LTD.
|

tooling
| Payment Terms: | T/T |
| Place of Origin: | Shandong, China (Mainland) |
|
|
|
| Add to My Favorites | |
| HiSupplier Escrow |
Product Detail
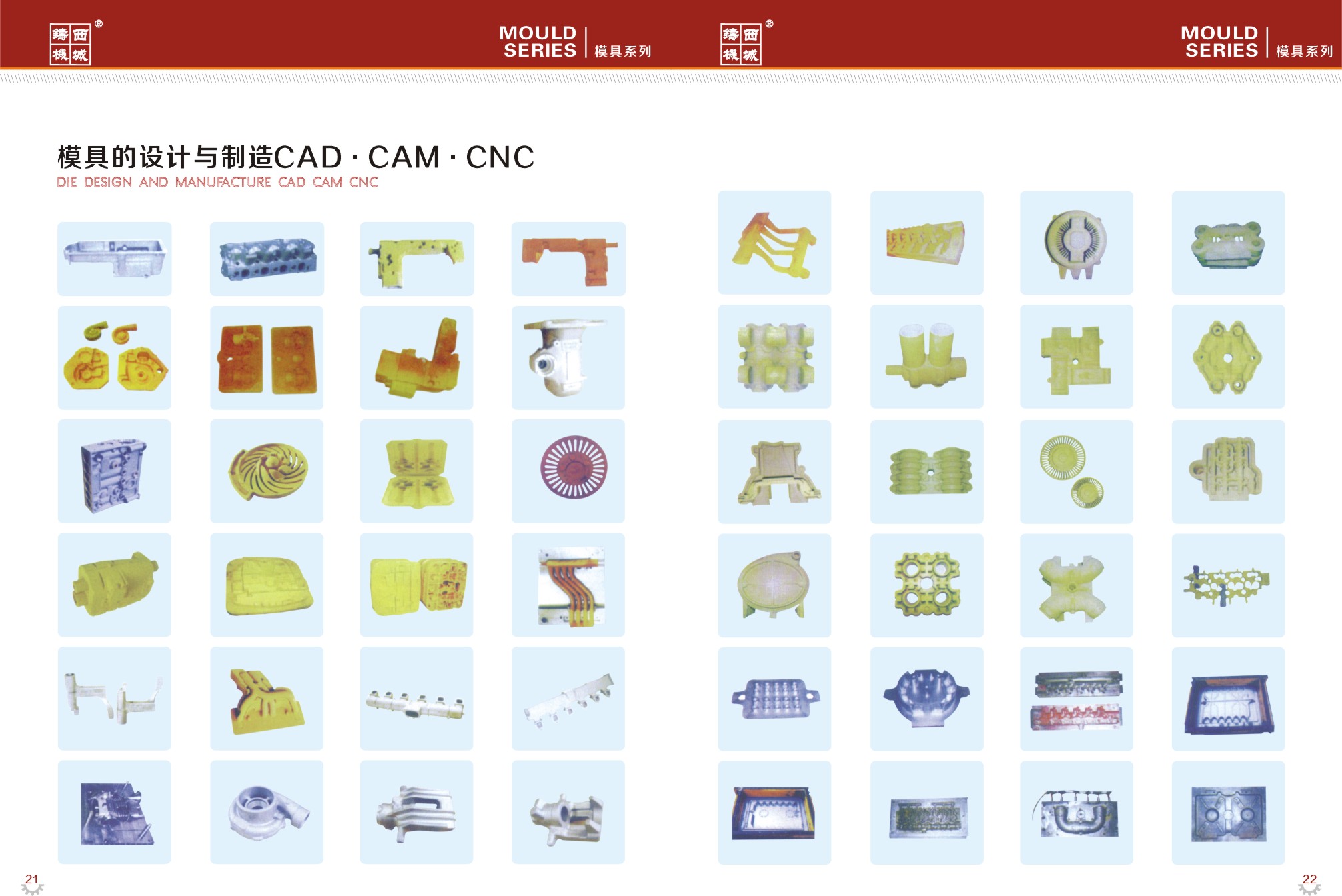
The most common punching die is only one station, complete a production process. This kind of mould application common, simple structure.
e. The most common punching die is only one station, complete a production process. This kind of mould application common, simple structure, easy manufacturing, but the production efficiency low. In order to improve the productivity, can be multichannel stamping process, such as blanking, drawing, punching and trimming and arranged in the same mold, make blank in the same location on complete multichannel stamping process, the mould called compound die. Otherwise will blanking, bending, drawing, punching and trimming, etc in the same mould process arrangement of different location, this mould called progressive die (also called continuous die). 2. Die used for hot metal die forging forming mould. Die forging, stock often after many deformation to be made forgings, this needs in a module is engraved with a few cavity. Metal in turn sent to each cavity, and in cavity inside plastic flow, and finally made full of cavity of forgings. In die forging forming, it is difficult to finish forging blank and the cavity volume equal, in order to avoid waste, stock selection slightly bigger. Therefore, in the final forging die of the upper and lower die cavity around the boundary with flash tank to store excess metal, after forming will flash exsection. Cavity should decrease as far as possible Angle, deep groove for metal plastic flow and filling, reduce mould wear and craze, improve die life. 3. Extrusion die used for metal extrusion forming mould. Positive extrusion die has a static cavity and placed billet extrusion cylinder and the pressure, the punch. Extrusion hollow parts, punch front end with mandrel. Backward extrusion die extrusion cylinder for concave die, punch become punch. Metal need to be in a lot of pressure to from die extrusion molding, in cold state under the pressure can be as high as 2 million cattle/mm (200 kg/mm) above. Therefore, extrusion cylinder and backward extrusion of concave die need to have a high strength, often USES the multi-layer prestressed composite structure. Punch and convex die working length should be short, avoid the high pressure stress occurred under unstable and bending.


Didn't find what you're looking for?
Post Buying Lead or contact
HiSupplier Customer Service Center
for help!
Related Search
Injection Tooling
Rapid Tooling
Brake Tooling
Tooling Die
Press Brake Tooling
Precision Tooling Die
More>>
Find more related products in following catalogs on Hisupplier.com
Company Info
QINGDAO XICHENG FOUNDRY MACHINERY CO.,LTD. [China (Mainland)]
Business Type:Manufacturer
City: Qingdao
Province/State: Shandong
Country/Region: China (Mainland)
You May Like:


























Product (797)
- Encryption Products (1)
- Dust removal equipment (35)
- Shot blasting machine (438)
- Molding equipment (165)
- Sand processing equipment (34)
- foundry Ancillary equipment (67)
- Others (57)
